خمکاری ورق های فلزی یکی از بخش های زیرمجموعه ورق کاری میباشد. این فرآیند پر استفاده برای تامین فرم مورد نظر به جهت افزایش مقاومت در مقابل خمش ، ایجاد محل های اتصالات و یا حتی افزایش زیبایی و بسیاری از موارد دیگر در ساخت قطعات و تجهیزات و سازه های صنعتی و معماری انجام میگیرد.
فرآیند خمکاری
فرآیند خمکاری ورق های فلزی را با دستگاه های و روش های مختلفی انجام میپذیرد. خمکاری و فرم دهی ورق های فولادی معمولا به دو روش سرد و گرم تقسیم میشود. معمولا برای فولادهای با درصد بالای کربن ( حدود 1/2 درصد و بیشتر ) با کاهش قابلیت خم پذیری ورق نیاز به خمکاری گرم میباشد. همچنین دستگاه های دستی و برقی و اتومات این کار را انجام میدهند. از جمله آن دستگاه CNC پرس برک میباشد.
از جمله روش های خمکاری ورق های فلزی می توان از خمکاری v، خمکاری فلنج، خمکاری برشی، خمکاری دورانی، خمکاری منحنی، خمکاری هوایی و خمکاری u (کانالی) نام برد. با توجه به نوع و شکل مورد نیاز نهایی یکی از روش های فوق برای خم کاری ورق های فلزی استفاده می شود. همچنین شکل سمبه و پانچ نیز تغییر می کند.
در خمکاری ورق فلزی قطعه ای تو خالی به نام سمبه روی قطعه قرار می گیرد و با اعمال فشار صفحات سنگینی ثابت نگه داشته می شود.سپس ابزار فولادی و سنگینی که پانچ نام دارد با وارد کردن فشار از بالا ورق را خم می کند. زاویه خم شدن ورق بستگی به میزان فشار وارد شده توسط پانچ دارد. بنابراین تنظیم میزان فشار پانچ پرس برک باید با دقت انجام شود. شکل نهایی ورق خم شده نیز بستگی به شکل سنبه و پانچ دارد.
در برخی روش های خمکاری تحت پرس با ساختن قالب های مختلف میتوان خم های مورد نیاز را بر روی ورق فولادی ایجاد نمود.
محاسبه حداقل شعاع در خمکاری امری بسیار مهم است که به ضخامت ، جنس و کاربرد قطعه بستگی دارد. زیرا در صورت خمکاری در شعاع پایین تر از شعاع مجاز ترک های سطحی در قطعه ایجاد شده و به قطعه آسیب جدی وارد میگردد. در این موارد میتوان از خمکاری به روش گرم استفاده نمود.
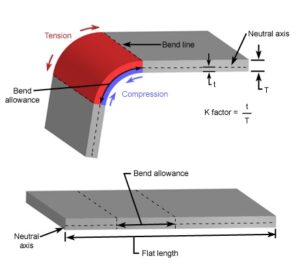
درشکل زیر میتوانید نیرویهای کششی و فشاری وارده بر قطعه در قسمت خم را مشاهده نمایید که به وسیله خطی فرضی به نام تار خنثی از هم جدا شده اند.